钣金加工折弯压痕呈现的原因
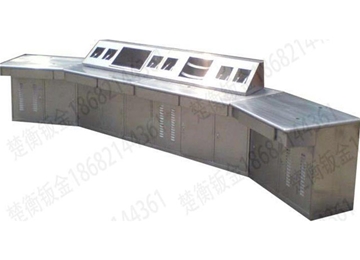
本文以折弯一个V形零件为例进行论说。钣金折弯是金属板料在折弯机凸模或凹模的压力下,首要通过弹性变形,然后进入塑性变形的成形进程。在塑性曲折的开端阶段,板料是自在曲折的。跟着凸模或凹模对板料的施压,板料与凹模V形槽内外表逐步(step by step)靠紧,共同曲率半径和曲折力臂也逐步变小,持续加压直到行程停止,使凹模与板材三点靠紧全触摸,此刻完结一个V形曲折。折弯时,由于金属板料会遭到折弯模具(称号:工业之母)的揉捏而发生弹性变形,板料与凹模的触摸点便会跟着折弯工序的进行而滑移。折弯工序中板料会阅历弹性变形和塑性变形两个显着的阶段,在折弯工序中又会有保压的进程,所以在折弯工序完结后,会构成三条压痕线。这些压痕线一般是板料与凹模V槽肩部揉捏冲突发生的,故叫做肩部压痕,如图1、图2所示,构成肩部压痕的主要原因可以简略归类为以下几种。
图1 折弯进程示意图
图2 折弯压痕
折弯方法
已然前面说肩部压痕的发生跟板料与凹模V槽肩部触摸有关,那么在折弯进程中,凸模与凹模之间的空隙不同影响板材遭到的压应力,发生压痕的几率和程度也会不相同,如图3所示。相同V槽的条件下,折弯工件的折弯视点越大,金属板料被拉伸形变量也越大,金属板料在V形槽肩部冲突间隔也越长;再者,折弯视点越大,凸模对板料施加压力的坚持时刻也会越长,归纳(指归拢并使有条理)这两个要素(key point)形成的压痕也就越显着。
凹模V槽的结构
对不同厚度的金属板料进行折弯时,挑选的V槽宽度也不相同。相同凸模的条件下,凹模V槽的尺度越大,压痕宽度的尺度也越大,相应的,金属板料与凹模V槽肩部发生冲突力也越小,压痕深度也自然而然减小了,相反的,板厚越薄,V槽越窄,压痕也越显着。
已然提到冲突,咱们考虑的另一个与冲突相关的要素就是冲突系数。凹模V槽肩部的R角巨细不相同,在板料折弯成形的进程中对板材形成的冲突也不相同。另一方面,从凹模V槽对板料施加压力的视点考虑也相同,凹模V槽的R角越大,板料与凹模V槽肩部的压力越小,压痕便越细微,反之亦然。
凹模V槽光滑程度
前面提到凹模V槽外表会与板料相互触摸而发生冲突。当模具呈现磨损(零部件失效的一种基本类型),V槽和板料触摸部分便会越来越粗糙,冲突系数也越来越大。当板料在V槽外表滑移时,V槽与板料触摸实际上是很多粗糙的凸点与面的点触摸,这样作用在板料外表的压力也会相应增大,压痕也就越显着。另一方面,工件折弯前没有对凹模V槽进行擦洗清洁,往往会由于V槽上残留的碎屑对板料揉捏而发生显着的压痕,这种状况通常在设备(shèbèi)折弯镀锌板、碳(C)素钢板等工件时呈现。
郑州鑫创机电客户对象:数码产品电子、电脑、通讯、机械、首饰、灯饰、皮具、玩具五金等企业厂家。
精密五金零件、自动车床加件、产品有微型电机轴、精密车床件家电铜接头、平板电脑外壳、LED灯杯外壳、LED散热器、马达外壳、雾化器铜头、汽车五金零件、电脑电子五金配件、家用电器五金配件、六角铆螺母、LED铝制品外壳和高端通讯设备零件,渔具、玩具和锁具等五金配件。材质包括:铜、铁、铝、POM(塞钢)以及不锈钢。